Turning a new hardware idea into a business is an extremely challenging process that involves a ton of issues such as creating an efficient DFM (Design For Manufacture), finding EE (Electronic Engineering) or ME (Mechanical Engineering) suppliers, and organizing the supply chain in addition to all of the business factors of actual running a business! Fortunately, some EMS companies are offering a "Turnkey Service" that simplifies this.
Turnkey sevices means that the service provider does everything for you and the buyer only needs to focus on their design while getting all of the services needed directly from a single provider. In a broad sense, Turnkey is a product or service that is designed, provided, and installed ready to be used.
For instance, at NexPCB we provide a Turnkey Service that includes modules such as ME, EE, Functional Test, Assembly, Package, Shipment, SCM, etc.
Each project is bound to enter several stages:
- Design
- Prototype run
- Pilot run
- First Volume Production
- Supply Chain Management
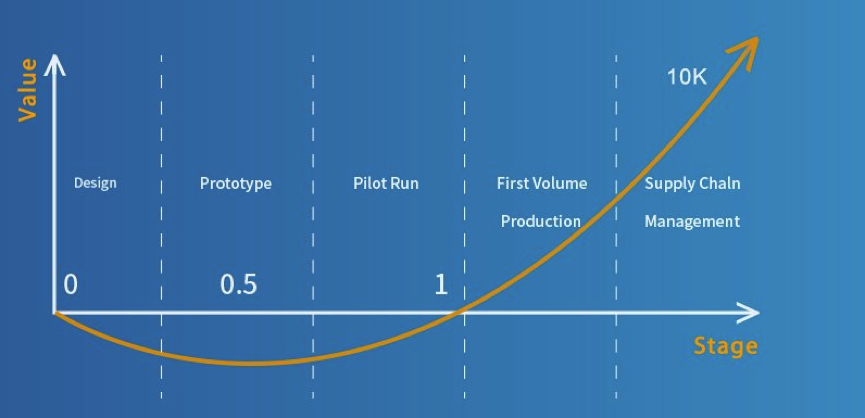
Therefore, the corresponding time of each stage is different in relation to time and complexity. However, for the turnkey project, regardless of the stage, the process will include ME, EE, Functional Test, Assembly, Package, Shipment, SCM and other disciplines. A completed project is made up of many small different tasks, different tasks need to be completed by the time is not the same, when all the task time calculated after becomes the overall time required to the project plan.
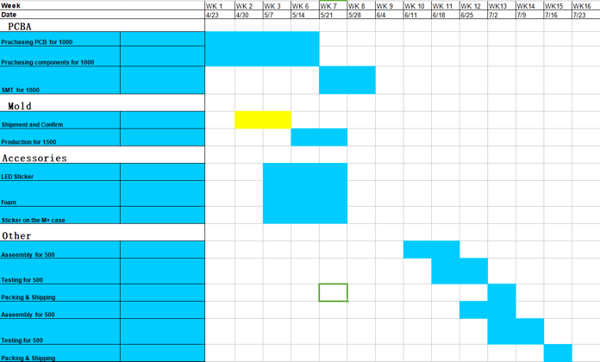
Below is a simple plan that includes ME, EE, Functional Test, Assembly, Package, Shipment and other items:
According to the above, the project has different stages, different stages have different tasks, so there are different risk points.
1. Design stage
During the design stage, there are many elements to think about. For the moulded parts, as an example, there are considerations in design efficiency to think about. Does the part design exit the mould correctly when the part cools? Are are the tolerances in alignment where the parts will be rigid? Are the parts easy or hard to assemble? These questions all add risk.
For the electrical designs, are the components selections for the project reasonable? Sometimes, there are many parts that have constraints in the market or tend to fluctuate wildly in price due to supplier availability. BOM risk is significant in the overall project, so it needs to be taken seriously. This is one of the reasons that our supply chain team asks about the expected production quantity and takes looking in to the supply chain stability of parts very seriously.
Another element of design that is missed at times is the testing plans. Visual testing is a normal part of production, but considerations need to be made for testing at different stages of production to make sure that the final product performs correctly. Various key control points need to be defined for functional and optical testing to ensure high quality.
Is this product going to be consumer facing? Industrial? Packaging expectations are wildly different for different verticals. In any case, the packaging must be sufficiently protective to keep the device protected while in transit. Various materials are available where price and protective characteristics vary significantly. Keeping this in mind as part of the design stage helps to keep risks low. We have many unfortunate stories from our customers where package design as caused significant delays to a project, so engaging our packaging design team early can make a big difference in the timeline.
Finally, how does shipping and logistics fit in? Are these products going to be distributed from a single source? Is the plan to have these fulfilled by a 3rd party? What are the customs implications for importing this product into different countries? There are many considerations to take into account.
Once all of these elements are in place, it's then very important to have a complete cost plan in place. Understanding what the costs are going to be at each stage is important to ensuring cashflow consistency.
2. Prototype stage
The prototyping stage is where some really important lessons can be learned and applied to the overall project. It's very, very important to do this stage right so that the whole effort will be successful. Some specific areas to keep in mind during the prototype stage are :
- Use of rapid prototyping techniques for both electrical and structural parts are recommended so that multiple iterations can be done quickly.
- For structural parts, we can help with using 3D printing, casted or CNC plastics to allow for quick turnarounds on these parts
- For electrical, the parts can be rushed, as needed, but the key to rapid prototyping is making certain the parts are readily available through distributor channels such as Digikey or Mouser.
- Spend time working on the testing and assembly instructions to get all of the kinks out early so that the production process is more speedy and less error prone.
- Look very closely at the production process since the prototype batch process is quite different than mass production.
3. Pilot run stage
After the prototype stage is completed, the pilot runs are the next big milestone where all of the lessons learned from before can be applied to larger batch sizes. During the pilot run stage, it's very important to work on optimizations of the various components to make sure that the product can scale into mass production. During this stage, the structural (ME) parts and electrical designs need to be optimized and finalized. For the electrical part of the design, this is also where deep understanding of the part in the BOM is critical so that the supply chain dynamics can be taken into account for mass production. This is also the stage where optimizations to the assembly procedures are completed as assembly staff are trained in the production process. Doing this stage fully and completely reduces mass production risk by drastically increasing yield rates.
4. First Volume Production stage
The first volume production is a big win and a milestone worth celebrating! If the prototype and pilot run stages were done completely, then this part will generally be quite smooth. This is the time where the market uptake of the project can be checked out and where marketing can really kick in. From a production perspective, the main focus is on efficiency. Again, if the prior stages were done correctly, then the main quality metrics have already been proven, so efficiency reigns supreme here. Main risks that are involved here are scheduling and supply chain risks.
5. Supply Chain management stage
Finally, once you've made it through volume production, managing risks is mostly scheduling. Proactive supply chain management is important to make sure that supplies to customers are stable. This includes components bulk purchasing to ensure availability for production, logistics, as well as specific forecasting requirements from sales/marketing. If you've made it to this stage, you'll also be wanting to look into PLM solutions, but that's for another post.
.png)


.png)