The silicone rubber mold process is a soft tooling by indirect mold manufacturing method. Compared to the traditional steel mold processes, the material (such as silicone rubber and epoxy resin, etc.) of these molds is very soft. In general, the production volume of soft mold is 50 ~ 5000 pieces.
Here are some properties and processing flow of silicone rubber mold :
-
It is a popular mold rapid manufacturing method.
-
With the good flexibility and elasticity, silicone rubber mold is able to make parts with complex structure, fine pattern, no mold draft angle, even a negative angle and deep grooves.
-
This type of mold has a short production cycle and ensures high quality.
-
The cost of silicon rubber material is comparatively high. When it comes to small volume, material accounts for the most cost of silicon rubber mold manufacturing, especially for the production of big size and 1 PC.
Because of this final reason, much study has gone into how to save the material consumption of silicone rubber in this kind of technical method while still producing samples that meet the requirements at the same time. For example, here is a process method example of making silicone rubber mold by mixing with gypsum:
 Steps:
Steps:
- Prototype or Sample of part
- Add structure made of clay or plasticine paste
- Add plaster slurry and allow to solidify and shape
- Remove clay
- Add silicone rubber
- Ready for initial trial production after repair (if needed)
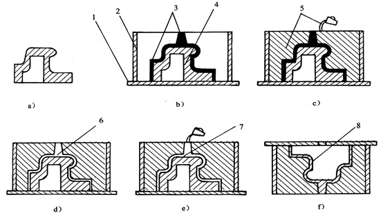
In the figure , the labels denote:
-
Plate
-
Mold Frame
-
Clay or plasticine
-
Mold
-
Gypsum
-
Cavity
-
Silicone rubber
-
Material required to make part (ABS, etc).
Here are some additional details for each step :
(1) Prototype placement and structure
After cleaning and simple processing of the prototype, place it on the plate and fix it, make the mold frame and fix the mold frame it, make the distance between the prototype and the mold frame even, and brush some demolding reagent (a and b) on the inner surface of the mold frame plate.
(2) Stick a Clay and Pouring gypsum backing.
stick clay or plasticine (b) on the prototype surface, and then pour the prepared plaster slurry into the mold frame (c). After the plaster slurry solidifies, remove the clay or plasticine layer (d), and clean the clay or plasticine adhered to the prototype to avoid affecting the surface quality of the mold.
(3) Silicone rubber pouring.
The volume of silicone rubber to be prepared can be calculated with the volume of the removed clay layer and a certain loss. After full mixed, evacuate the bubble in the silicone rubber mixture in the vacuum extractor. Then pour the silicone rubber .
(4) Silicone rubber solidify.
Solidify the cast silicone rubber mold at room temperature or by heating. After the silicone rubber does not stick to the hand, remove the prototype and continue to solidify the silicone rubber at room temperature or by heating.
(5) Repair new mold.
After the prototype is removed, if some small defects are found in the mold, it can be repaired with newly prepared silicone rubber and solidify.
Excellent properties of Silicone rubber mold:
- Silicone rubber has good simulation, strength and very low shrinkage.
- It is easy to make elastic molds with this material, require no special technology and equipment, and it only take a few hours to finish at room temperature.
- Silicon rubber mold is reusable and withstand rough operation, protect the prototype and maintain products precision tolerance of batch production, and can make complex shape parts, no milling and grinding processing and other processes. Demolding is very easy, shorten the trial production cycle of the product largely , and mold modification is very convenient.
- Because the silicon rubber mold has very good elasticity, the convex and concave parts can be directly drown out after pouring molding, which is very unique.
Therefore, silicon rubber rapid mold is great alternative in the stage of prototype to achieve rapid, accurate and low-cost sample acquisition.
.png)
.png)
.png)
.png)