What is Ultrasonic Welding?
Ultrasonic Welding Technology uses high-frequency vibrations (ultrasonic) to accurately seal two thermoplastic parts together in sub-second timeframe. Under precise pressure, the connection is sealed in less than 0.2 seconds.
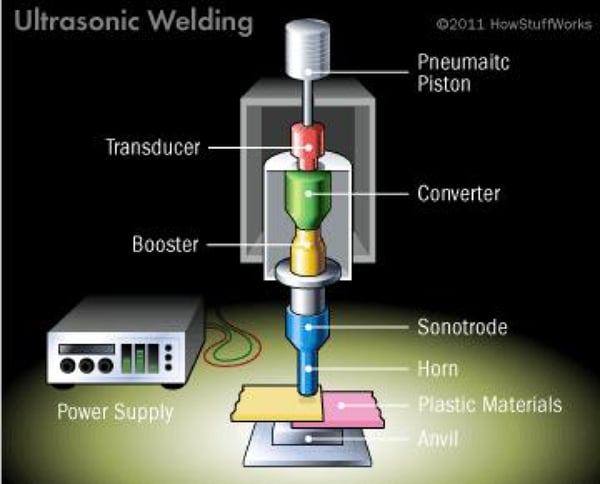
The ultrasonic waves vibrate 10's of thousands of times per-second. This oscillation is transferred to a contact surface that is directly in contact with the plastic parts. Since the boundary of the welding area has a large acoustic impedance, it produces high temperatures. Plastic is a pretty poor conductor of heat and can't dissipate the heat before it changes the state of the plastic from solid to liquid. With a bit of pressure applied, this makes the two parts blend together as if they are a single piece of plastic. Once the ultrasonic signal is stopped, the parts become solid again. This is the magic that creates a weld between the two parts that is clean and very strong. The weld will have a strength that is close to that of the raw materials being formed together in an injection molding process.
Let's dig in a bit so we can see what each step looks like! We will talk about how this process works, what are the advantages/disadvantages, and how to design your plastics joints to make the most of this technology.
The basicS of ultrasonic welding
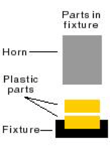
Step 1 - Parts in fixture
The two thermoplastic parts that need to be assembled are placed together, one on the top of the other, in a supportive nest called a fixture.
Step 2 - Horn contact
A titanium or aluminum component called a horn is brought into contact with the upper plastic part.

Step 3 - Pressure applied
A controlled pressure is applied to the parts, clamping them together against the fixture.

Step 4 - Weld time
The horn is vibrated vertically 20,000 (20 kHz) or 40,000 (40 kHz) times per second for a precise amount of time - also called the weld time. The various parts parts are precisely engineered so that the energy is directed to specific points of contact between the two parts.
The mechanical vibrations are transmitted through the thermoplastic materials to the joint interface to create frictional heat. When the temperature at the joint interface reaches the melting point, plastic melts and flows, and the vibration is stopped. This allows the melted plastic to begin cooling.

Step 5 - Hold time
The clamping force is maintained for a predetermined amount of time to allow the parts to fuse as the melted plastic cools and solidifies. This is known as hold time. Improved joint strength and hermetical sealing may be achieved by applying a higher force during the hold time. This is accomplished using dual pressure at various points in the hold time.

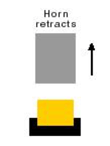
Step 6 - Horn retracts
Once the melted plastic has solidified, the clamp is removed and the horn is retracted. The two plastic parts are now joined as if molded together and are removed from the fixture as one part.
Ultrasonic welding for plastic assembly is a fast, clean, efficient, and repeatable process that consumes very little energy. No solvents, adhesives, mechanical fasteners, or other consumables are required, and finished assemblies are strong and clean.
important factors of ultrasonic plastic welding
The welding time and the welding head pressure can be adjusted with the amplitude determined by configuration of the converters and rods. Generally, the main variables are
- Amplitude rods and converters
- Welding head pressure
- Welding time
- Hold time
The adjustment must be precise. If the frequency is too high or the amount of time the signal is applied is too long, the plastics can easily deform outside of the boundaries of the connection points. If the applied energy is too weak, then a poor connection forms.
Advantages and disadvantages:
Advantages of Ultrasonic Plastic Welding
The ultrasonic welding technology sets itself apart with fast welding speeds, high welding strength and good sealing performance. This is a suitable replacement for traditional welding/bonding processes. The process is clean because it doesn't use harmful solvents or glues while also not damaging the product. This technology is also easy to implement in a production process and has a low fault rate. As a bonus, all of these advantages help lower production costs.Disadvantages of Ultrasonic Plastic Welding
When the thickness and hardness of the plastic parts are increased, the power required for welding increases exponentially related to the parameters of the plastics. This increases the manufacturing cost of the ultrasonic welding machine. If the power requirement is too large, the design and manufacturing of the acoustic system and the process effects will produce a series of problems that are difficult to solve. Therefore, the technology is more generally limited to thin parts such as wires, foils, and sheets. The state of this technology limits the joint form of the ultrasonic welding system to lap joints and is limited by the tool head. The parts can only protrude within the allowable size range of the welding system. The welded joint form and the size range are limited.
These limitations mean that the parts that are to be welded need to be precisely designed to take the most advantage of this process.
Application areas
Ultrasonic plastic welding is suitable for virtually all thermoplastics. When planning welds between semi-crystalline plastic pieces of work, it is important to remember that the weld behaviour of these plastics differs considerably from that of amorphous plastics.
Ultrasonic plastic welding can be used to a limited extent for joining together two different thermoplastics (amorphous plastics). Ultrasonic welding is not suitable for use with thermo setting plastics. Today ultrasonic welding is used in every industry that processes plastics. Most common uses are in the Automotive, Medical, Textile, Food, Plastics, and Packaging industries.
How do I start?
NexPCB has this technology available as part of our full turnkey offerings. If you're looking for this type of application for your current or new projects, you can head over to our project request to submit your designs. Our team of skilled mechanical engineers will assess your project and let you know if this technology is right for your project!

.png)
.png)
.png)
.png)