After analyzing plastic manufacturing defects including Short Shots, Sink Marks, Flashing, Bubbles, Bulges and Vacuum Vesicles, we are continuing our discussion on some of the problems you can encounter during your injection molding plastic production. Today, we'll talk about a weld line.
WHAT IS THE WELD LINE?
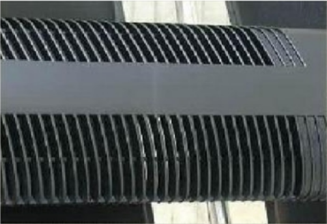
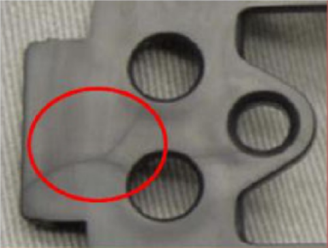
When two or more plastic streams meet at different temperatures as the plastic is filling the mold cavity, the two streams may not correctly mix together. When this happens, it forms a weld line. These are indicated in the following pictures:

The Reasons and Solutions
There are many reasons that make the plastic with weld line, so we'll list some major reasons and solutions in the sheet below:
|
Problem |
Solution |
|
The plastic material isn’t fully melted or is under-drying |
(1) increase the temperature of feed cylinder; |
|
The material isn’t pure or contaminated with impurities |
Check the material quality to make sure it hasn’t been exposed to external pollutants or change to a different material |
|
There is too much mold release |
Decrease the mold release agent or try not to use it if not needed |
|
The mold temperature is too low |
Increase the heat applied to the mold |
|
The gate is too small or the location of gate isn’t suitable |
Increase the size of gate or change the gate location |
|
There is excess air inside the mold |
(1) make the mold vent larger at location with weld line; |
|
The main runner and sub-runner are too thin or too long |
Make the size of runner channel wider and/or shorter |
|
Injection speed is too low |
Increase the injection speed |
|
The injection pressure is too low |
Increase pressure at the nozzle. |
|
The cold-slug well is too small |
Increase the cold-slug well size or set flash gate at location with the weld line |
Have a project where you'd like professional help with your plastics? We're always happy to help! Press the LAUNCH button on top of this page and introduce us to what your manufacturing goals are. Alternatively, you can contact support if you need to shoot a question! If you have a specific project and can share the 2D/3D files with us, then you can submit a project request and our engineers can take a look and get you a quote!
.png)
.png)
.png)
.png)