Reflow soldering is an extremely vital step in the SMT(Surface Mount Technology) process. The temperature curve associated with the reflow is an essential parameter to control to ensure the correct connection of parts. The parameters of certain components will also directly impact the temperature curve selected for this step in the process.
(To learn the Basics of SMT Reflow Temperature Plate click here)
On a double-track conveyor belt, the boards with newly-placed components are passed through hot and cool zones of the reflow furnace. These steps are meant to precisely control the melting and cooling of the solder to fill in the solder joints. The main temperature changes associated with the reflow soldering temperature curve can be divided into four phases/zones (listed below and pictured thereafter):
- Preheating
- Constant Heating
- High-temperature
- Cooling
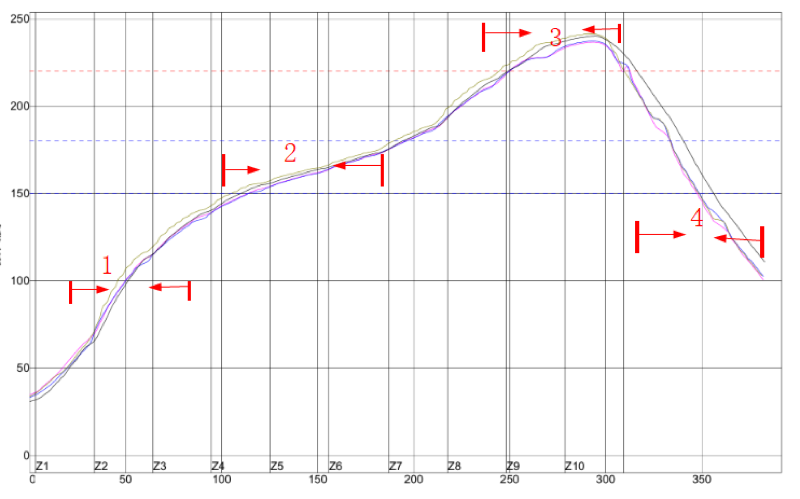 Reflow soldering temperature curve
Reflow soldering temperature curve
1. The Preheating Zone
The purpose of the preheating zone is to volatilize the lower melting solvent in the solder paste. The main components of flux in the solder paste include resin, active agent, viscosity enhancer and solvent. The role of the solvent is mainly as a carrier for the resin with the additional function of ensuring sufficient storage time of the solder paste. The preheating zone needs to volatilize the solvent but it must control the rising temperature. Too high of a heating rate will cause thermal stress on the components that can damage the component or reduce the performance/lifespan of the components. Another side effect of too high of a heating rate is that the solder paste can collapse and cause a short circuit. This is especially true for solder pastes with a high flux content.
2. The Constant Zone
The setting of the constant temperature zone is mainly controlled within the parameters of the solder paste supplier and the heat capacity of the PCB. This phase has two functions.
The first is to achieve a uniform temperature for the entire PCB board. This helps to reduce the thermal stress impact in the reflow zone and limits other soldering defects such as component lifts at larger volumes. Another important role of this stage is that the flux in the solder paste begins to react actively thereby increasing the wettability (and surface energy) of the welding surface. This ensures that the molten solder can wet the welding surface well. This is a very important part of the process, hence the soaking time and temperature must be controlled well both to ensure that the flux cleans the soldering surface completely and that the flux is not completely consumed before it reaches the reflow. It is necessary to retain the flux in the reflow stage because it promotes the solder wetting process and prevents reoxidation of the soldered surface.
3. The high-temperature zone:
The high-temperature zone is where the full melting and the wetting reaction occurs for the inter-metallic compound layer to begin to form. After the maximum temperature (above 217 °C) is reached, the temperature starts to drop and falls below the return line after which the solder solidifies. This part of the process needs to be carefully controlled so that the temperature rise and fall slopes do not subject the component to thermal shock. The maximum temperature in the reflow zone is determined by the temperature resistance of the temperature-sensitive components on the PCB. The time in the high-temperature zone should be as short as possible to ensure that the components are well soldered, but not too long so as to cause the thickening of the inter-metallic compound layer. The ideal time in this zone is generally 30-60 seconds. When the time is too long or the temperature too high, it can affect the long-term reliability of the solder joint.
4. The Cooling Zone:
The importance of cooling zones as part of overall reflow soldering process is often overlooked. A good cooling process plays a key role in the final result of the weld. Good solder joints should be bright and smooth. If the cooling effect is not managed well, many problems such as component lift, dark solder joints, uneven solder joint surface and thickening of the intermetallic compound layer can occur. Therefore, reflow soldering must provide a good cooling curve that is neither too fast nor too slow. Too slow and you get some of the problems mentioned a moment ago when the cooling effect isn't good. Too quick of a cool down can cause thermal shock to the components.
Overall, the importance of the reflow step in SMT cannot be understated. The process must be managed well in order to obtain a good result.
NexPCB's SMT and PCBA partners work with some of the worlds premiere industrial and consumer electronics companies. Our team of experienced engineers have the necessary knowledge and experience to make sure that your PCBA project requirements are taken care of.
Tell us about your project below and we would be happy to help with your PCB manufacturing processes and goals!

To learn more about SMT Reflow Soldering, SMT printing, red glue and more, check out the links below:
What is SMT Nitrogen Reflow Soldering?
Basics of SMT Reflow Temperature Plate
Basics of SMT Solder Paste Printing
A Quick Primer on SMT Solder Paste
.png)


.png)