Reflow soldering is the most common method used by SMT to bond electronic components to printed circuit boards. Reflow soldering refers to the use of solder paste (a mixture of solder and flux) to connect one or more electronic components to a contact plate and then melt the solder by controlled heating to achieve permanent bonding

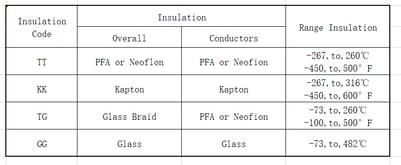
Thermocouple wire model plate types are listed in the table below. The first column is the insulation type, including TT, KK, TG, and GG. ANSI color type KK is the most common type.
|
Also check out our articles on Solder Paste and the Temperature Curve for reflow soldering. |
Temperature point selection
To measure the temperature curve, you only need to find the highest and lowest points of the temperature on the board. As long as the PWI of the highest and lowest points are less than 100%, the temperature of all the solder joints will be included in the specification. This isn't 100%, but the point is to get the representative points in the curve. The point temperature is either the highest or lowest, so you should select a representative point from as many components (pads) as possible on the board.

For complex PCBA (large area, many components), you will need to consider the following aspects:
- The trailing edge of the leading edge vs. the dense area of the component vs. the rare area of the component to set the temperature measuring point.
- The solder joint temperature of the largest and smallest components.
- The body temperature of the largest and smallest components.
- Top and bottom PCB surface temperatures.

Thermocouple binding methods
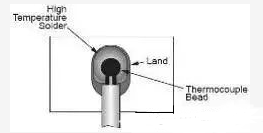
High-temperature solder
High-temperature solder provides the wetting and bonding effects of the thermocouple and pad/pin numbers, but the solder residue must be removed before use.
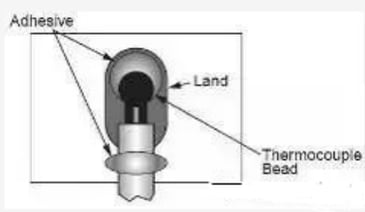
Adhesive
Thermally conductive adhesives can be easily joined to thermocouples and used multiple times.
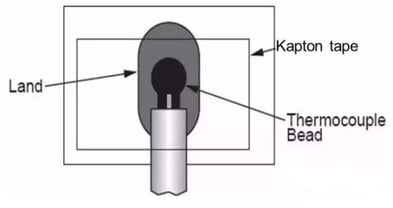
Solder mask tape
Solder mask tape absorbs heat, so it can only be used once. This method is usually not recommended.
Precautions
The thermocouple wires cannot be rolled together, so it's important to make sure the contacts are made at a point.

Ensure that the thermocouple probe for measuring air is about 2.5 cm from the leading edge of PCBA and at least 20 cm between PCBA and the temperature recorder.

Trying to manage your SMT production? NexPCB might be able to help.
At NexPCB, we have the necessary technologies and expertise for your SMT, PCB and PCBA production. We would also ensure that high quality standards are met at reasonable costs.
Just click the button below to tell us your project needs and our team would be glad to assist you!

To learn more about SMT soldering, techniques, red glue and more, check out the links below:
- What is SMT Nitrogen Reflow Soldering?
- What is a SMT Solder Paste Injection System?
- SMT BGA Solder Joint Slice Analysis
- Basics of SMT Solder Paste Printing
- How to use SMT Red Glue
- The Guide to SMT Material Packaging: Chip Resistor
- The Guide to SMT Material Package Type: Standard Parts
- SMT Passive Parts (Reference Article)
- SMT Stencil: SMT Steel Mesh
.png)


.png)