This post is the 11th article in our series about common issues that you can encounter during your plastic production. In this installment, we're talking about shrinkage marks. If you want to start from the beginning, you can check out our article on short shots.
What is a sink mark?
During the injection process, there are times when parts of the mold don’t get enough pressure to set the plastic. When this happens, it can cause additional stress on that area where the rate at which the plastic shrinks is slower than other areas. The sink marks appear when the surface of the plastic is pulled in by this stress because the surface isn’t solid and the melt isn’t complete.
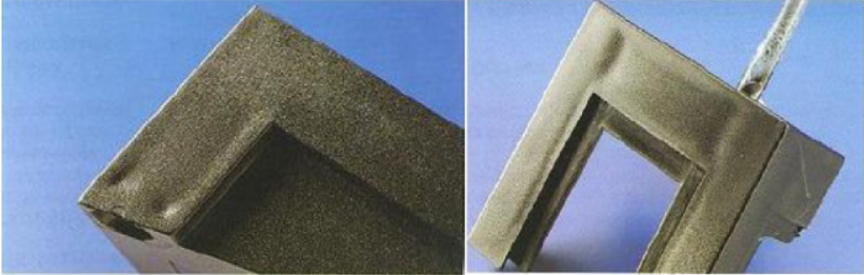
Some of these marks are pictured below. Pay attention to the change in wall thickness at the cross section on the first picture:
Reasons and solutions
1. Improper control of molding process.
The sink marks will appear at places where the melt is slower or the wall section is thicker. An example of this could be the edge between the rib, brace and surface of the product.
Under this condition, the following should occur :
- The injection pressure and speed should be appropriately increased.
- The compression density of the melt should be increased.
- The time for maintaining the pressure of the injection should be extended.
- The contraction of the plastic melt should be compensated for.
- The injection buffer should be increased.
The pressure, however, should not be too high, otherwise, it will cause a bump. If the sunken and sink mark occurs near the gate, it can be solved by extending the holding time. Additionally, the cooling time of the plastic parts in the mold should be extended when the plastic parts are recessed at the thickness of the wall. If there are sunken and sink mark around the insert due to partial contraction of melt, which is mainly caused by the low temperature of the insert, we should try to increase the temperature of the insert. If the surface sunken is caused by insufficient feed, the amount of feed should be increased. In addition, the molds must be sufficiently cooled.
2. Mold defects
When there are issues with the mold, the gate and runner section should be appropriately expanded according to the specific situation. The gate location should be set as far as possible in a symmetrical place while the feed inlet should be set at the back wall of the plastic part. If the sunken and sink mark occur far from the gate, it is usually due to poor melt flow at one part of the mold structure that impedes the pressure transfer. In this regard, the structural dimensions of the mold casting system should be appropriately expanded, and it is best to extend the flow channel to the area where the sunken marks occur. For the plastic parts where the walls are thick, a wing gate is preferred.
3. Raw materials do not conform to the molding requirements
For plastic parts with higher surface requirements, plastics with low shrinkage characteristics should be used as much as possible. A suitable lubricant can be added in the raw materials to assist with these issues.
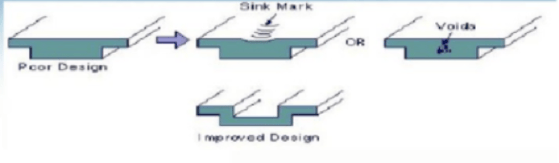
4. The shape and structure of plastic parts are not well designed
When designing the shape structure of plastic parts, the wall thickness should be consistent as much as possible. If the wall thickness of the plastic part varies greatly, it can be solved by adjusting the structural parameters of the casting system or changing the wall thickness distribution. The following picture shows how a design could be improved:
Free Resource: 20 Most Common Problems in Your Plastics Manufacturing


Have a project where you'd like professional help with your plastics? We're always happy to help! Press the LAUNCH button on top of this page and introduce us to what your manufacturing goals are. Alternatively, you can contact support if you need to shoot a question! If you have a specific project and can share the 2D/3D files with us, then you can submit a project request and our engineers can take a look and get you a quote!
.png)


.png)