After analyzing the Short Shot and 10 other plastic production issues, we decided to come back to some other problems you can encounter during your injection molding plastic production. Specifically, we'll talk about cracks and burn marks in this article.
Cracks
What are cracks?
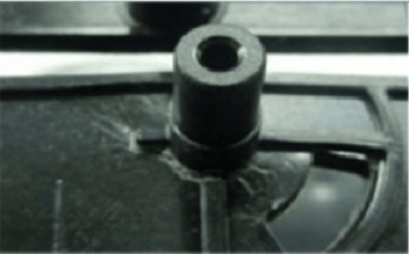
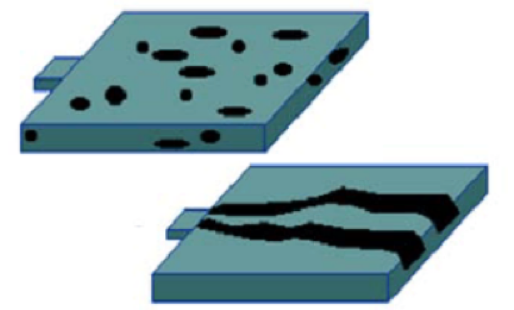
After injection molding, the surface of the plastic parts can get cracked in a number of different ways. Although most of these will be partial cracks, in some extreme cases complete fracture of the material can take place.
Some of the results can be seen in the picture below

Now let's have a look at what causes cracks and the solutions:
1. High Residual Stress
In the case of high residual stress, a direct gate with minimum pressure loss and high injection pressure can be adopted in mold design and manufacture. The forward gate can be changed into multiple pinpoint gates or edge gates while also the gate diameter can be reduced. In the process of operation, reducing the residual stress by lowering the injection pressure is the most simple method because the injection pressure is proportional to the residual stress. The temperature in the feed barrel and mold should be increased appropriately while the temperature of melt and mold should be reduced, the cooling time and speed of injection in mold should be controlled, and the recovery time of oriented molecular chains should be longer.
2. External Forces Lead to the Concentration of Residual Stress
In general, such defects always occur around the top bar. After the occurrence of such defects, the ejection device should be carefully checked and calibrated, and the ejection system should be set at the place with the maximum demolding resistance such as at at convex surfaces or the support bar. If the size of ejector pins are impossible to be increased due to the constraint of the part size, you could use more ejector pins of the same size. If the draft angle of the mold cavity is not enough, the surface of the mold may also scratch and sometimes crack the part.
3. Thermal Expansion Coefficient of the Forming Material is Different from that of the Metal Insert
The metal insert should be preheated, especially when the cracks on the surface of the plastic parts are released at the beginning of an operation. Most of these are caused by the low temperature of the insert. In addition, in the selection of insert material and the line expansion coefficient should be as close as possible to plastic characteristics of the material. When selecting molding materials, high molecular weight plastics should be used as much as possible. If low molecular weight molding materials must be used, the thickness of plastics around the inserts should be designed to be thicker.
4. Use of improper or Impure materials
Our experience tells us that loose plastics with low viscosity do not crack easily. Therefore, in the production process, we should focus on choosing the appropriate raw materials. In the process of operation, special care should be taken not to mix polyethylene and polypropylene and other plastics since this makes it easier to create cracks. During the molding process, the mold release agent is also a foreign body for the melt. If the dosage is not appropriate, it will also cause cracks, so the dosage should be reduced as far as possible.
5. Poor Structural Design of Plastic Parts
Stress concentration is most easily caused by sharp angles and the gap in the plastic part structure. These designs lead to cracks and cracks on the surface of the plastic part. Therefore, the outer angle and inner angle of the plastic part structure should use the maximum radius as far as possible to make a circular arc. Our testing shows that the ratio of the optimal arc radius to the wall thickness of the corner is 1:1.7.
6. Cracks in the Mold are Reflected onto the Surface of the Plastic Part
In the process of injection molding, due to repeated injection pressure on the mold, the edge of the cavity with an acute angle will produce fatigue cracks -- especially near the cooling hole. When the cracks on the surface of the mold cavity are reflected on the surface of the plastic parts, the cracks on the plastic parts will always appear in the same shape in the same place in each shot. When this crack appears, it should be immediately checked for the same crack on the surface of the cavity corresponding to the crack. If the crack is caused by the resetting effect, the mold should be repaired by mechanical processing.
Experience shows that the products of PS and PC are easy to crack. The crack caused by excessive internal stress can be eliminated by annealing.
The causes of cracks in the plastic parts and the improvement methods are shown in the following table
|
Problem |
Solution |
|
Injection pressure too high or terminal injection speed too fast |
Reduce injection pressure or terminal injection speed |
|
The pressure is too high or the hold time is too long |
Reduce injection pressure or shorten time hold time |
|
Part ejection is too volatile |
Slow down the ejection speed |
|
The gate is too small and the shape and position are not suitable |
Increase gate size, change gate shape and position |
|
The draft Angle is not enough, the mold is not smooth or inverted |
Increase draft Angle, polish mold, lower back pressure |
|
The temperature of the metal insert is low |
Preheat the metal insert |
|
Too much stress on the mold |
Control or improve internal stresses, try annealing treatment |
|
Poor mold exhaust (trapped air) |
Improve the effect of vents |
|
Excessive humidity in the feed material |
Dehydrate the resin, lower or eliminate recycled plastic raw material usage. |
|
Melt temperature or mold temperature is too low/uneven |
Raise melt temperature or mold temperature (can be formed with less injection pressure) and make mold temperature uniform |
Burn Marks
What is a Burn Mark?
Air burns (or burn marks) present themselves as black and brown marks caused by overheating of the part due to air or other gases trapped within. Proper venting is required to release these gases and stabilize the temperature of the melt in the process.
Venting will depend on proper number and width of channels, and a slower, steady injection. A more subtle, but more frequent issue is the change of color in white pellets into a slight shade of yellow.
If, during the process of injection molding, any of the following occurs :
- the injection mold venting is not good or too fast,
- there is air in the mold before discharge,
- the plastic rapidly expanding (at extreme temperatures as high as 300 °C) or
- color change in the melt towards yellow,

Reasons and Solutions
|
Problem |
Solution |
|
Injection speed too fast |
Slow down the injection |
|
Injection pressure too high |
Reduce injection pressure |
|
Poor mold venting |
Increase size or count of vents (vacuum injection molding) |
|
The gate is too small or in the wrong place |
Change gate or its position |
|
Excessive clamping force (the vent becomes smaller) |
Reduce the clamping force or clamp type |
|
The vent or is blocked |
Clean the blockage in the vent |
|
Excessive melting temperature (viscosity reduction) |
Reduce melt temperature |
|
Poor thermal stability of plastics (easy to decompose) |
Switch to plastic with better thermal stability |
Free Resource: 20 Most Common Problems in Your Plastics Manufacturing


Have a project where you'd like professional help with your plastics? We're always happy to help! Press the LAUNCH button on top of this page and introduce us to what your manufacturing goals are. Alternatively, you can contact support if you need to shoot a question! If you have a specific project and can share the 2D/3D files with us, then you can submit a project request and our engineers can take a look and get you a quote!
.png)


.png)