Today we are back with two new common issues in plastic production. If you are new here, this post belongs to a series aiming to describe the 20 most common issues you might encounter in your Plastic Production. Our first post was about short shots.
You can also download our guidebook here.
Our document will guide you through the problems faced during the process of Injection Molding. We've provided you with our complete Knowledge Base to strengthen your fundamentals before your product launch.
Silver Marks
What are silver marks?
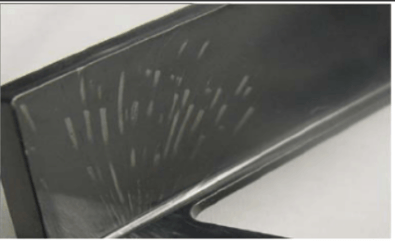
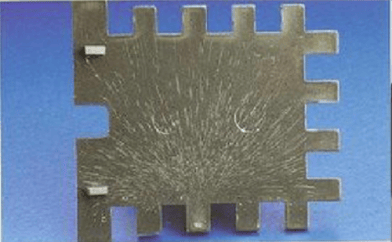
Spatter lines formed on the surface of the plastic along the direction of melt flow are called silver marks.
Reasons and solutions
The emergence of silver marks is generally due to the rapid start of the injection which causes the air in the melt and mold cavity unable to be discharged quickly enough. This results in the appearance of silver filaments on the plastic surface. Silver marks not only affect the appearance of the plastic parts but also reduces the mechanical strength of them as well. The formation of silver marks is mainly due to the gases in the melt surface of the plastic part. By finding the source of these gases, we can find out the methods to solve the defects.
1. The plastic feed itself contains water or oils.
Exposure to air during the manufacture of plastics, as well as the inhalation of water, oil, or mixtures in the wrong proportion, causes these volatile substances to become gases at high temperatures in the solution.
2. The melt is decomposed by heat.
If the melt tube temperature, back pressure, and melt speed are set too high, or the forming cycle is too long, then the heat-sensitive plastics (such as PVC and PC, etc.) are easily decomposed into a gas at high temperatures.
3. Air
If the temperature of the melt barrel near the hopper is set so high that the surface of the plastic particles melt and stick together before compression, the air between the plastic particles cannot be completely excluded (this is called bad degassing).
4. Poor melt plasticization
For this reason, the temperature of the barrel should be increased and the molding cycle should be lengthened. Internal heating injection port should be used as much as possible. The cooling well and the flow channel could also be increased.
The reasons and improved methods for the silver marks in the plastic parts are listed below:
|
Problem |
Solution |
|
Raw material contains water |
Dry the raw material thoroughly (within the allowed moisture content) |
|
Excessive material temperature (melting decomposition) |
Lower melt temperature |
|
Material containing other fillers (e.g. lubricant) |
Reduce its usage or replace with other suitable additives |
|
Pigment decomposition (Pigment has poor temperature resistance) |
Choose a pigment with high-temperature resistance |
|
Mixed raw materials or poor thermal stability |
Replace raw materials or use plastics with good thermal stability |
|
Excessive ash content |
Reduce ash content |
|
When the molten material flows from the thin wall to the thick wall, it expands. The volatiles vaporize and contact with the surface of the mold and become silver |
Improved die structure design Adjust the relationship between injection speed and position |
|
The gate is too large/too small or in an improper position |
Improve gate size or adjust gate location |
|
Poor mold exhaust or low mold temperature |
Improve mold exhaust or mold temperature |
|
Injection speed too high (shear decomposition or air entrainment) |
Make the injection speed lower |
|
Air is trapped inside the barrel |
Degass the mold |
|
Low back pressure (poor degassing) |
Increase back pressure appropriately |
Splay Marks
What is a Splay Mark?
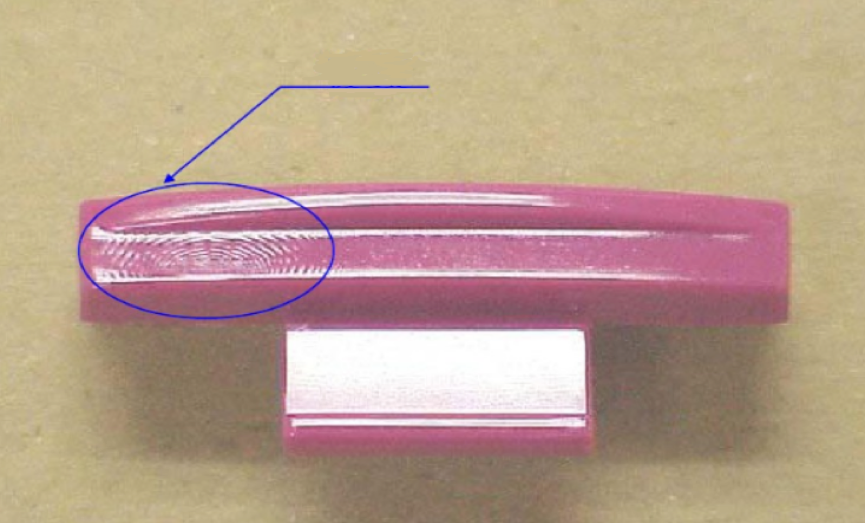
Splay mark is a water wave pattern which can not be removed after the part is formed. It is mostly seen on the plastic parts with a smooth finish as shown in the figure below:
Reasons and solutions
Splay marks are caused by the first melt into the cavity cooling too fast while the hot melted plastic is forced into the front to push the initial melt forward, which causes the formation of water wave lines. They can be eliminated by increasing melt temperature and mold temperature, accelerating injection speed, and increasing hold-in times. If the cold material remaining at the front end of the nozzle enters the mold cavity directly, it will also cause water ripple formations. Therefore, a cold material well should be opened at the end of the main channel to effectively prevent the occurrence of the splay mark.
The causes of splay marks and the improvement methods are shown in the following table:
|
Problem |
Solution |
|
Poor melting and plasticization of raw materials |
1. Raise the barrel temperature |
|
The poor fluidity of melting material (low FMI) |
Change material with good fluidity |
|
Mold temperature or material temperature is too low |
Raise the mold temperature or material temperature |
|
The gate is too small or at an inappropriate position |
Increase the gate or change the gate position |
|
The flow channel is too long or too fine (melting prematurely cools down) |
Shorten or thicken the runner |
|
Slow injection speed at the splay mark |
Increase the injection speed at the splay mark appropriately |
|
The cold material well is too small or insufficient |
Increase or increase the cooling well |
|
Pressure too low or time too short |
Increase pressure and pressure maintaining time |
Free Resource: 20 Most Common Problems in Your Plastics Manufacturing


Have a project where you'd like professional help with your plastics? We're always happy to help! Press the LAUNCH button on top of this page and introduce us to what your manufacturing goals are. Alternatively, you can contact support if you need to shoot a question! If you have a specific project and can share the 2D/3D files with us, then you can submit a project request, and our engineers can take a look and get you a quote!
.png)
.png)
.png)
.png)